








一、設備概述
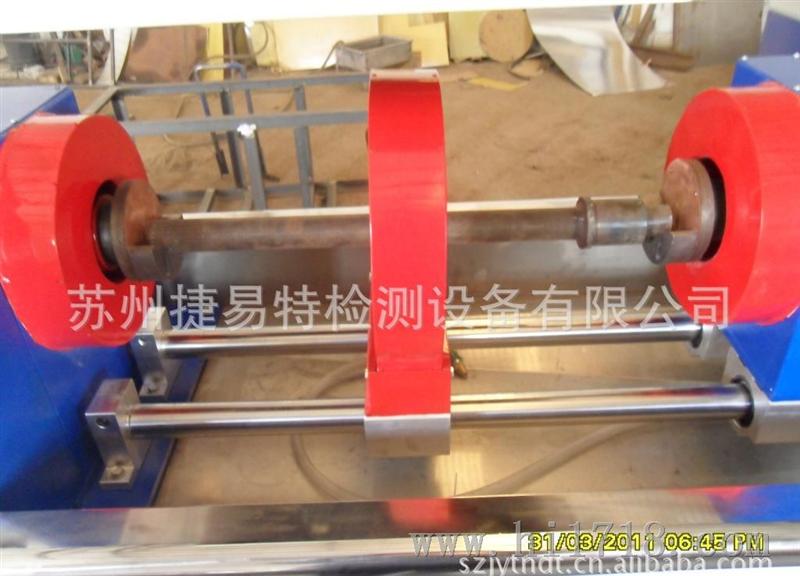
該機為固定式一體型側滾扭桿類半自動交流熒光磁粉探傷設備,適用于各種側滾扭桿鐵磁性材料的磁粉探傷,可發現件表面及近表面因鑄造、鍛壓、淬火、研磨、疲勞而產生的裂痕、氣孔及夾渣等細微缺陷。
設備采用微機控制(PLC)的方法對工件除觀察外的其它動作實現自動控制,如夾緊、磁化、噴淋、松夾、退磁等動作。能按規定程序完成工藝流程外,還可以手動操作。設備體現以人為本的理念,以手動為先的設計方法,即在自動循環的狀態下,也可以手動干預整個動作流程。磁化電源主電路采用了目前的可控硅無調壓技術,利用三相交流電互成120度相位差的原理,周向采用直接通電法,縱向采用磁軛線圈法,使兩路磁化電流同時施加于被探工件表面進行復合磁化,讓磁力線旋轉,從而檢查出工件表面及近表面因鍛壓、淬火、研磨、疲勞而引起的裂痕及夾渣等細微的缺陷,除復合磁化外,還可對工件分別進行單周向和單縱向磁化,其磁化電流分別可調,均帶斷電相位控制功能,在工件單方向磁化時,既可用連續法又可用剩磁法探傷。
二、主要技術參數
1)周向磁化電流:AC 0-2000A (值)連續可調,帶斷電相位控制功能
2)縱向磁化磁勢:AC 0-20000AT (值)連續可調,帶斷電相位控制功能;
3)退磁方式: 自動衰減式退磁;
4)退磁效果:工件退磁后剩磁 ≤0.2 mT (2Gs);
5)夾緊方式:氣動夾緊;
6)磁化方式:周向,縱向,復合;
7)工作方式:自動運行和手動運行;
8)探傷節拍:磁化時間3秒/件;
9)電間距:0-380mm; 夾緊行程:50 mm;
10)探傷靈敏度:工件表面用A型2號試片貼面清晰顯示;
11)紫外燈強度: 距燈管38cm處的工件表面紫外線強度大于1000цW/cm2
12)暫載率: ≥20%;
13)電源:三相四線AC 380V,50Hz,約100A();
14))工藝流程:
上料—夾緊—噴灑磁化—磁化—松夾—觀察—退磁









